在选煤工业生产中,煤泥水的处理是保障环保达标和资源回收的关键环节。自动加药设备作为处理工艺的核心,其运行的稳定性与精准性直接关系到絮凝效果、水质澄清度及生产成本。传统的人工巡检与就地控制模式存在响应滞后、数据孤岛、维护成本高等弊端。为此,融合物联网、大数据与云计算技术的远程监控维护系统应运而生,它通过专业的计算机系统服务,为选煤厂的智能化升级提供了强大支撑。
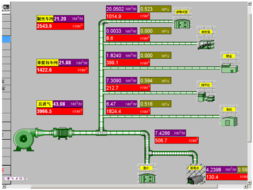
本系统以“感知-传输-分析-决策”为架构核心。在感知层,部署于加药现场的智能传感器与PLC控制器,实时采集药剂量、浓度、流量、池体pH值、浊度以及设备电压、电流、阀门状态等全方位数据。传输层则利用工业以太网、4G/5G或专网,将数据加密后稳定上传至云端监控中心。在平台层,核心的计算机系统服务发挥作用:数据服务对海量信息进行清洗、存储与整合;分析服务通过算法模型(如PID控制优化、趋势预测、故障诊断)实现加药量的智能闭环调节;应用服务则构建了可视化的Web与移动端监控界面,支持实时数据看板、历史曲线查询、报警推送(如药罐低液位、管道堵塞、计量泵异常)及远程启停控制。
该系统的核心价值体现在其带来的运维变革。它实现了“无人值守、远程操控”,技术人员在中央调度室或通过手机APP即可全局掌握多个选煤厂区的加药状况,大幅降低人力与差旅成本。预测性维护成为可能,系统通过分析设备运行数据的历史趋势,能在部件完全失效前预警(如计量泵效率衰减),指导生成维护工单,变“被动抢修”为“主动维护”,显著提升设备寿命与可用率。借助大数据分析,系统能够不断优化加药模型,在保证水质前提下实现药剂的最优投加,达成显著的节能降耗目标。
实施此类系统,专业的计算机系统服务贯穿始终,包括前期的定制化方案设计、软硬件集成,中期的系统部署、调试与数据对接,以及后期的7x24小时运维支持、安全更新与功能迭代。系统严格遵循工业安全标准,采用防火墙、VPN、权限分级等多重措施,保障生产数据与控制指令的安全。
随着人工智能与数字孪生技术的深入融合,远程监控维护系统将更加智能化。它不仅能监控维护,更能通过模拟仿真,为煤泥水处理工艺的优化提供决策支持,最终推动选煤厂向绿色、高效、智能的现代化生产模式持续迈进。